Thin-Film RF/Microwave Inductor Technology
Accu-L® Series
AEC-Q200 High-Q RF Inductor - L0402 & L0805
FINAL QUALITY INSPECTION
Finished parts are tested for electrical parameters and visual/
mechanical characteristics.
PREHEAT & SOLDERING
The rate of preheat in production should not exceed 4°C/second. It is
recommended not to exceed 2°C/second.
Parts are 100% tested for inductance at 450MHz. Parts are 100% tested for
RDC. Each production lot is evaluated on a sample basis for:
Temperature differential from preheat to soldering should not
exceed 150°C.
•
•
•
Q at test frequency
Static Humidity Resistance: 85°C, 85% RH, 160 hours
Endurance: 125°C, IR, 4 hours
For further specific application or process advice, please consult KYOCERA
AVX.
HAND SOLDERING & REWORK
ENVIRONMENTAL CHARACTERISTICS
Hand soldering is permissible. Preheat of the PCB to 100°C is required.
The most preferable technique is to use hot air soldering tools. Where a
soldering iron is used, a temperature controlled model not exceeding 30
watts should be used and set to not more than 260°C. Max i mum allowed
time at temperature is 1 minute. When hand soldering, the base side
(white side) must be soldered to the board.
Test
Conditions
Requirement
Components completely immersed in Terminations to be well tinned.
a solder bath at 235 ± 5°C for 2 secs.
Solderability
No visible damage.
Dissolution of termination faces
Leach
Resistance
Components completely immersed in ≤ 15% of area.
a solder bath at 260 ±5°C for 60 secs. Dissolution of termination edges
≤ 25% of length.
12 months minimum with components
COOLING
Good solderability
Storage
Shear
stored in “as received” packaging.
After soldering, the assembly should preferably be allowed to cool
naturally. In the event of assisted cooling, similar conditions to those rec
om mended for preheating should be used.
Components mounted to a substrate.
A force of 5N applied normal to the
No visible damage
line joining the terminations and in
a line parallel to the substrate.
Rapid Change of
Temperature
Components mounted to a substrate.
No visible damage
CLEANING RECOMMENDATIONS
5 cycles -55°C to +125°C.
Care should be taken to ensure that the devices are thoroughly cleaned
of flux residues, especially the space beneath the device. Such residues
may otherwise be come conductive and effectively offer a lossy bypass
to the device. Various recommended cleaning conditions (which must be
optimized for the flux system being used) are as follows:
Tested as shown in diagram
1mm
deflection
No visible damage
+0 to +125 ppm/°C
Bend Strength
45mm
45mm
Temperature
Coefficient of
Inductance
(TCL)
Component placed in environmental
chamber -55°C to +125°C.
(typical)
TCL =
•106
L2-L1
Cleaning liquids............ i-propanol, ethanol, acetylacetone, water, and other
standard PCB cleaning liquids.
L1 (T -T1)
2
T1 = 25°C
Ultrasonic conditions... power – 20w/liter max.
frequency – 20kHz to 45kHz.
HANDLING
SMD chips should be handled with care to avoid dam age or contamination
from perspiration and skin oils. The use of plastic tipped tweezers or
vacuum pick-ups is strongly recommended for individual components. Bulk
handling should ensure that abrasion and mechanical shock are minimized.
For automatic equipment, taped and reeled product is the ideal medium for
direct presentation to the placement machine.
Temperature................. 80°C maximum (if not otherwise limited by
chosen solvent system).
Time.............................. 5 minutes max
STORAGE CONDITIONS
Recommended storage conditions for Accu-L® prior to use are as follows:
CIRCUIT BOARD TYPE
Temperature................. 15°C to 35°C
Humidity ....................... ≤65%
All flexible types of circuit boards may be used (e.g. FR-4, G-10)
and also alumina.
Air Pressure.................. 860mbar to 1060mbar
For other circuit board materials, please consult factory
RECOMMENDED SOLDERING PROFILE
COMPONENT PAD DESIGN
Component pads must be designed to achieve good joints and minimize
component movement during soldering. Pad designs are given below for
both wave and reflow soldering.
The basis of these designs is:
•
Pad width equal to component width. It is permissible to
decrease this to as low as 85% of component width
but it is not advisable to go be low this.
•
•
Pad overlap about 0.3mm.
Pad extension about 0.3mm for reflow.
Pad ex ten sion about 0.8mm for wave soldering.
REFLOW SOLDERING DIMENSIONS: millimeter (inches)
0402
0805
Accu-L®
Accu-L®
0.7
0.6
(0.024)
(0.028)
1.6
(0.063)
0.4
(0.015)
2.8
1.4
(0.110) (0.055)
0.6
(0.024)
0.7
0.7
(0.028)
(0.028)
1.5
(0.059)
The Important Information/Disclaimer is incorporated in the catalog where these specifications came from or
available online at www.avx.com/disclaimer/ by reference and should be reviewed in full before placing any order.
37
111120
rf microwave products
–
–

 5秒后页面跳转
5秒后页面跳转



 STM32F030C6芯片介绍:主要参数分析、引脚配置说明、功耗及封装
STM32F030C6芯片介绍:主要参数分析、引脚配置说明、功耗及封装

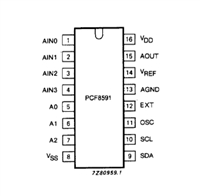 PCF8591数据手册解读:参数、引脚说明
PCF8591数据手册解读:参数、引脚说明
 一文带你了解ss8050参数、引脚配置、应用指南
一文带你了解ss8050参数、引脚配置、应用指南
 深入解析AD7606高性能多通道模数转换器:资料手册参数分析
深入解析AD7606高性能多通道模数转换器:资料手册参数分析





 浙公网安备 33010502006866号 浙ICP备10014259号-119
营业执照ICP证
浙公网安备 33010502006866号 浙ICP备10014259号-119
营业执照ICP证




